

以下是:山东省威海市生产镀锌管的厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 生产镀锌管的供应范围覆盖山东省、枣庄市、东营市、济宁市、菏泽市、滨州市、聊城市、潍坊市、德州市、泰安市、临沂市、烟台市、威海市、莱芜市、日照市、淄博市、青岛市、济南市 环翠区、文登区、荣成市、乳山市等区域。 【星腾伟业】业务覆盖多元场景,提供以下产品和服务:荣成无缝钢管产品参数、环翠无缝钢管专注细节专注品质、烟台无缝钢管买的是放心、德州无缝钢管自有生产工厂、枣庄无缝钢管品质保障售后无忧等。生产镀锌管的厂家,星腾伟业金属材料(威海市分公司)为您提供生产镀锌管的厂家的资讯,联系人:任威,电话:【0527-88266222】、【0527-88266222】。 山东省,威海市 威海市,别名威海卫,山东省辖地级市,地处中国华东地区、山东半岛东端,位于北纬36°41′—37°35′,东经121°11′—122°42′之间,属北温带季风型大陆性气候,四季变化和季风进退都较明显,总面积5799.84平方千米。截至2022年末,威海市常住人口为291.78万人。截至2023年1月,威海市辖2个市辖区,代管2个县级市,市政府驻环翠区新威路1号。
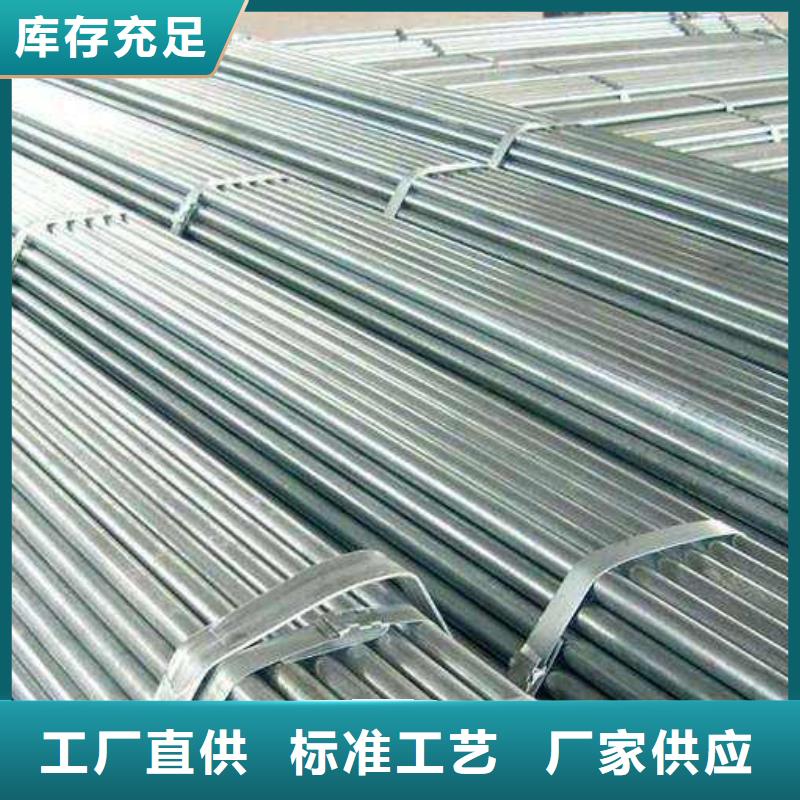
文字再美,也抵不过视频中的生产镀锌管的厂家产品真实呈现,赶快点击观看吧!以下是:山东威海生产镀锌管的厂家的图文介绍山东威海星腾伟业金属材料有限公司多年来秉承“追求卓越,用心铸造好品质”的企业核心理念,与时俱进,推行品牌运营战略,使公司 无缝钢管产品有着优良的性价比以及快捷的服务特点,以“诚信为本、务实创新、强化管理、力创新高”的经营方针,打造充满活力和竞争力的企业,用务实的姿态与海内外客商精诚合作,携手共创美好明天。
海口讯:今日开市,海口市场镀锌管价格维稳,市场成交一般,截止发稿,镀锌管1.5寸*3.25mm友发报6000元/吨;4寸*3.75mm友发报5710元/吨。
原材料方面:原材料方面:13日唐山瑞丰带钢,285-320报3700涨40,495-635报3750涨50,685-880报3770涨50,含税。
市场方面:海口镀锌管市场价格今日维稳。海口市场贸易商反馈,出货情况良好,每日可维持正常出货量。库存方面,贸易商维持往年正常库存量,可以支撑市场运行。预计短期海口镀锌管市场价格将窄幅震荡运行。
海口讯:今日开市,海口市场镀锌管价格维稳,市场成交一般,截止发稿,镀锌管1.5寸*3.25mm友发报6000元/吨;4寸*3.75mm友发报5710元/吨。
原材料方面:原材料方面:13日唐山瑞丰带钢,285-320报3700涨40,495-635报3750涨50,685-880报3770涨50,含税。
市场方面:海口镀锌管市场价格今日维稳。海口市场贸易商反馈,出货情况良好,每日可维持正常出货量。库存方面,贸易商维持往年正常库存量,可以支撑市场运行。预计短期海口镀锌管市场价格将窄幅震荡运行。
镀锌钢管,它有着耐腐蚀性能和使用寿命长的双重优点,并且价格相应比较低廉,所以现在它的使用率也是越来越高了,但是有的使用者在焊接镀锌管时不注意,导致了一些不必要的麻烦,那么镀锌管在焊接时都应该注意哪些问题呢? 01 前提是要打磨
必须把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。
02 镀锌钢的焊接特点
镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角焊缝,尤其是T形接头的角焊缝容易产生穿透裂纹。镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。 03 焊接工艺控制
镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层以后再焊。
在实际工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。焊条应根据镀锌刚管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。
焊接手法:在焊多层焊的 层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。在焊角焊缝时,同样在 层尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,其方法是先将焊条端部向前移出约5~7mm左右,当使锌层熔化后再回到原来位置继续向前施焊。再横焊和立焊时,如选用短渣焊条如J427,咬边倾向会很小;如果采用前后往返运条技术,更可以得到无缺陷的焊接质量。
生产镀锌管的厂家,星腾伟业金属材料(威海市分公司)为您提供生产镀锌管的厂家产品案例,联系人:任威,电话:【0527-88266222】、【0527-88266222】。








